

TIG溶接・MIG溶接
TIG溶接(Tungsten Inert Gas Arc溶接)

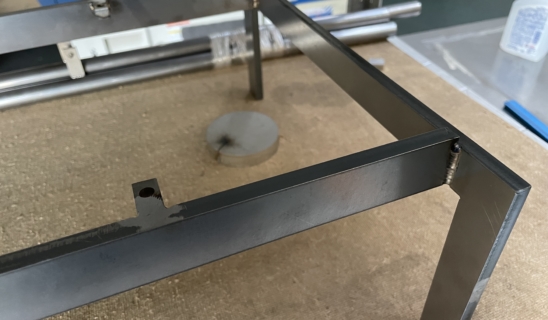
アルゴンやヘリウムの不活性ガス雰囲気中で、溶けて消耗しないタングステン電極と母材間に発生させたアークの熱で材料を溶融し、溶接を行う溶接法です。必要に応じ、溶加棒(溶接棒)をアーク下の溶融池に差し込んで肉盛りします。
TIG溶接の長所
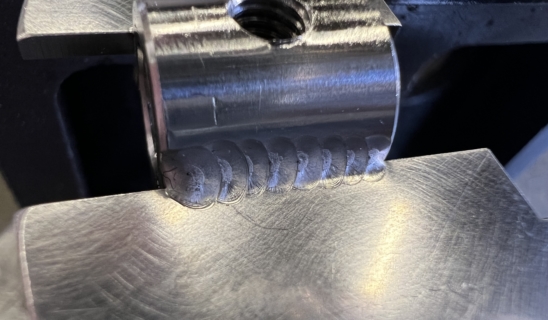
不活性ガス雰囲気中で溶接を行うため、ほとんどの金属に対して高品質な溶接ができる。スパッターの発生が少なく、ビード外観が良好である。
小電流から安定したアークを発生させることができ、薄板の溶接に適している。
TIG溶接の短所
母材を溶かしながら溶接するので、レーザー溶接に比べてどうしても熱の影響が材料の広範囲に渡る。その為ひずみ矯正等が必要になるケースが多い。
TIG溶接の長所
不活性ガス雰囲気中で溶接を行うため、ほとんどの金属に対して高品質な溶接ができる。スパッターの発生が少なく、ビード外観が良好である。
小電流から安定したアークを発生させることができ、薄板の溶接に適している。
TIG溶接の短所
母材を溶かしながら溶接するので、レーザー溶接に比べてどうしても熱の影響が材料の広範囲に渡る。その為ひずみ矯正等が必要になるケースが多い。
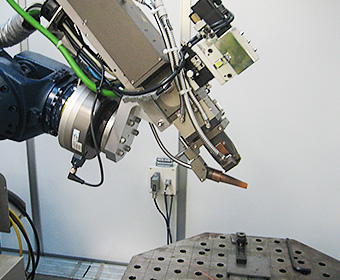
MIG溶接

TIG溶接と同じ、アルゴンやヘリウム等の不活性ガスを利用します。電極はTIG溶接で使用するタングステンでは無く、消耗する溶接ワイヤーとなります。半自動でワイヤーが送給されます。